Machine vision technology has revolutionized the manner in which we perceive the world, ranging from manufacturing processes to medical diagnostics. This very advanced field relies heavily upon the capability of machines to both see and interpret visual data, making it an essential component of automation and quality control across numerous industries.
Connectivity plays a critical role in enhancing the effectiveness and efficiency of machine vision systems. Read on to discover the components of connectivity in the machine vision industry and their ultimate importance.
Machine Vision Connectivity Components
Cameras and Sensors:
At the epicentre of machine vision are cameras and sensors that capture images and data. These devices are responsible for acquiring visual information, and their connectivity is crucial for data transfer and control. Modern cameras often feature various interfaces like GigE Vision, USB, or CoaXPress to ensure seamless data transmission.
Frame Grabbers:
Frame grabbers operate as intermediaries between cameras and computers, capturing data from cameras and making it available for processing. They come equipped with diverse interfaces to accommodate different camera types and are essential in ensuring data continuity and integrity.
Cabling and Interfaces:
High-quality cables and interfaces are vital for transferring data between components without interference or loss. The choice of cables and interfaces should be carefully considered to meet the requirements of the machine vision system.
Networking and Communication:
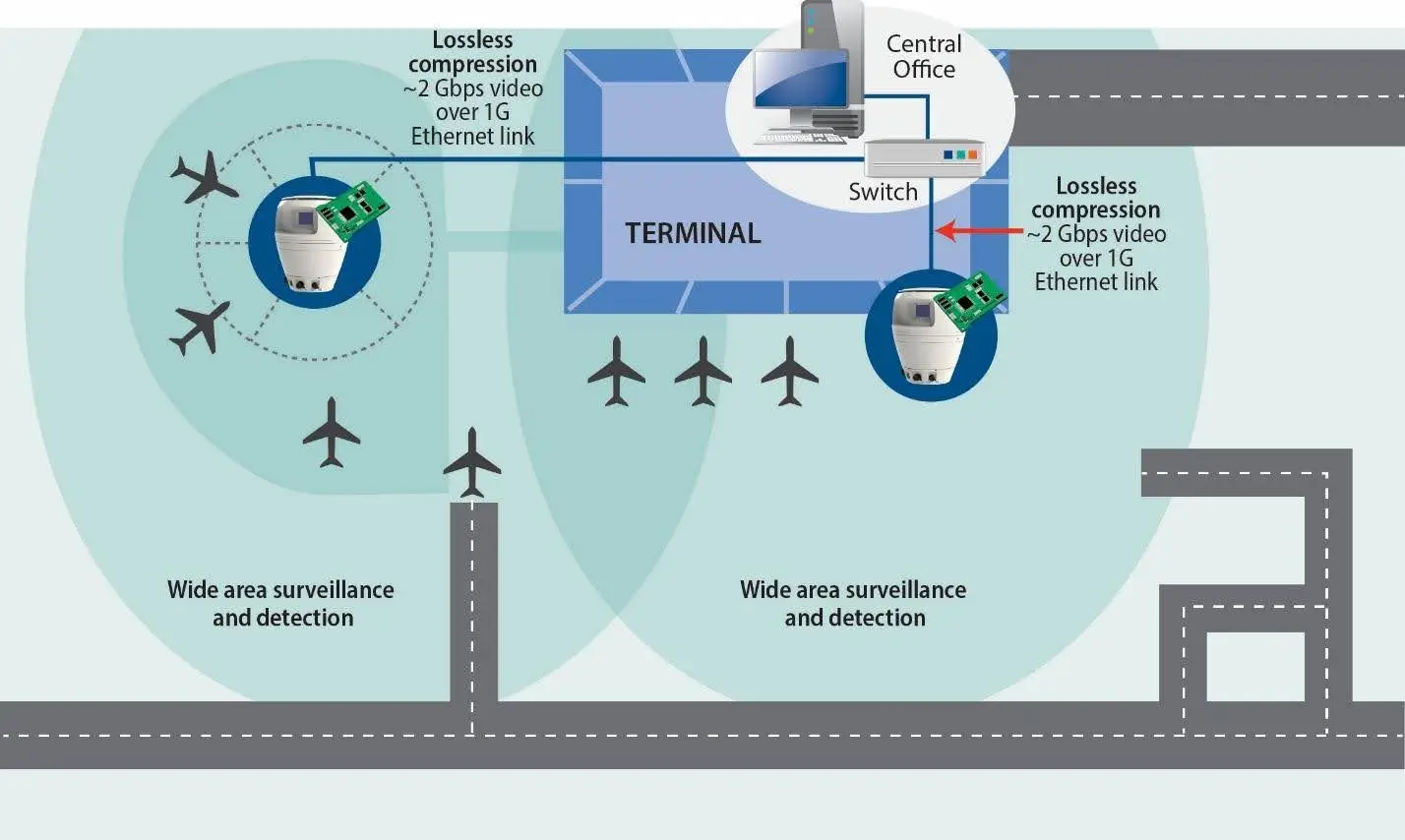
Connectivity within the machine vision environment extends to networking and communication between various components and even between different machines. Ethernet connections are commonly used to link multiple devices and facilitate data exchange.
Software and Processing Units:
Software plays a critical role in interpreting visual data and making decisions. Machine vision software must be compatible with all hardware components and should facilitate seamless communication. Processing units, whether on-site or cloud-based, are similarly essential for data analysis and decision-making.
Industrial Protocols:
In an industrial setting, machine vision systems often need to interact with other machinery and control systems. Implementing standard industrial communication protocols such as OPC-UA or MQTT ensures interoperability and connectivity with the broader industrial ecosystem.

The Importance of Connectivity in Machine Vision
Real-time Decision Making:
In industries where speed and precision are paramount, such as manufacturing, connectivity allows machine vision systems to make real-time decisions. This is a critical provision to deliver quality control, defect detection, and automation.
Remote Monitoring and Control:
Connectivity enables remote monitoring of machine vision systems. This is especially useful for quality control in distributed manufacturing plants and for diagnosing issues without physical presence.
Data Sharing and Integration:
Machine vision systems generate vast amounts of data. Connectivity allows for the sharing of this data with other systems, enabling better decision-making across the organization. Integration with enterprise resource planning (ERP) systems and other databases becomes possible.
Scalability:
As the needs of the industry change, machine vision systems must be similarly adaptable. Connectivity makes it easier to add or upgrade components, ensuring scalability without disrupting any existing system.
Reduced Downtime:
Effective connectivity can often lead to proactive maintenance. By monitoring the status of cameras, sensors, and other components, issues can be identified proactively and resolved before they cause significant downtime.
Quality and Consistency:
Connectivity ensures that machine vision systems maintain consistency in quality control and inspection processes. This is crucial in industries such as pharmaceuticals, automotive manufacturing, and food production.
Let it be said that Connectivity is not merely a convenience in the machine vision industry, rather it is a fundamental requirement.
The ability of machines to see and interpret visual data depends upon reliable and seamless connections between components. Perpetual advancements in connectivity technologies will continue to play a significant role in the evolution and growth of the machine vision industry, driving efficiency, accuracy, and innovation across various sectors.
As industries continue to embrace automation and data-driven decision-making, connectivity in machine vision will remain at the forefront of these exciting and transformative changes.